When your piping systems handle aggressive fluids, corrosive atmospheres, and high-pressure conditions, partnering with trusted corrosion-resistant pipeline valve manufacturers is the foundation of system integrity and operational reliability. Ningbo Dongpei Machinery Co., Ltd.—a leading manufacturer of corrosion-resistant pipeline valves—engineers and produces premium flow control solutions designed to withstand the harshest industrial environments, from mining and chemical processing to marine offshore and water treatment. Crafted from high-grade corrosion-resistant materials like aluminum alloy, stainless steel, and duplex steel, our valves deliver unbeatable resistance to rust, pitting, and chemical degradation, paired with ergonomic lever-locking mechanisms and leak-proof sealing for seamless, safe operation. As a dedicated manufacturer with precision manufacturing capabilities and material expertise, we don’t just supply valves—we create custom-tailored flow control solutions that protect your piping systems, minimize downtime, and reduce long-term maintenance costs for industries where failure is not an option.
Why Choose Specialized Corrosion-resistant Pipeline Valve Manufacturers Like Ningbo Dongpei?
Standard carbon steel valves fail rapidly in corrosive environments, leading to costly leaks, equipment damage, environmental hazards, and unplanned downtime—generic valve suppliers lack the material expertise and engineering precision to deliver solutions for aggressive fluid handling. As specialized corrosion-resistant pipeline valve manufacturers, Ningbo Dongpei stands apart with our unwavering focus on material science, precision engineering, and industry-specific design: we source only high-grade corrosion-resistant alloys and non-metallics, implement rigorous in-house quality testing to meet global standards (API 598, ISO 5208), and design valves with crevice-minimizing geometries and robust sealing systems to prevent corrosion initiation and leakage. Unlike resellers, our manufacturing facility controls every step of production—from forging and casting valve bodies to CNC machining sealing surfaces and applying specialized coatings—ensuring every valve meets or exceeds the performance demands of mining, chemical, marine, and industrial applications. For businesses worldwide, we are more than manufacturers: we are your technical partners, providing material selection guidance, custom valve design, and reliable after-sales support to keep your piping systems running efficiently and safely.
Core Advantages of Ningbo Dongpei’s Corrosion-resistant Pipeline Valves (Engineered by Expert Manufacturers)
As dedicated corrosion-resistant pipeline valve manufacturers, we design every valve with the unique demands of corrosive fluid handling in mind—our products blend superior material protection, precision engineering, and practical functionality to outperform standard valves in the harshest environments:
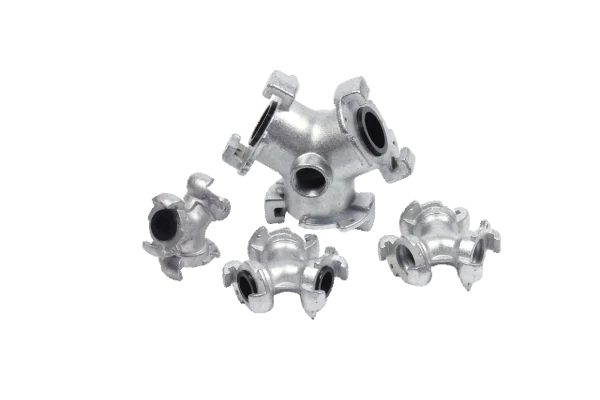
- High-Grade Corrosion-Resistant Materials for LongevityWe manufacture our pipeline valves from a curated range of premium materials tailored to specific industrial applications, including high-grade aluminum alloy (ideal for mining and construction piping systems), 304/316 stainless steel (general chemical and marine use), duplex/super duplex steel (offshore oil & gas and seawater cooling), and PTFE-lined carbon steel (aggressive acid/caustic handling). All materials form a passive protective oxide layer or feature chemical-resistant linings, ensuring unbeatable resistance to rust, pitting, chloride stress corrosion cracking, and chemical degradation—extending valve lifespan and eliminating frequent replacements.
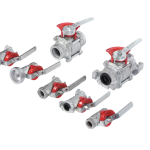
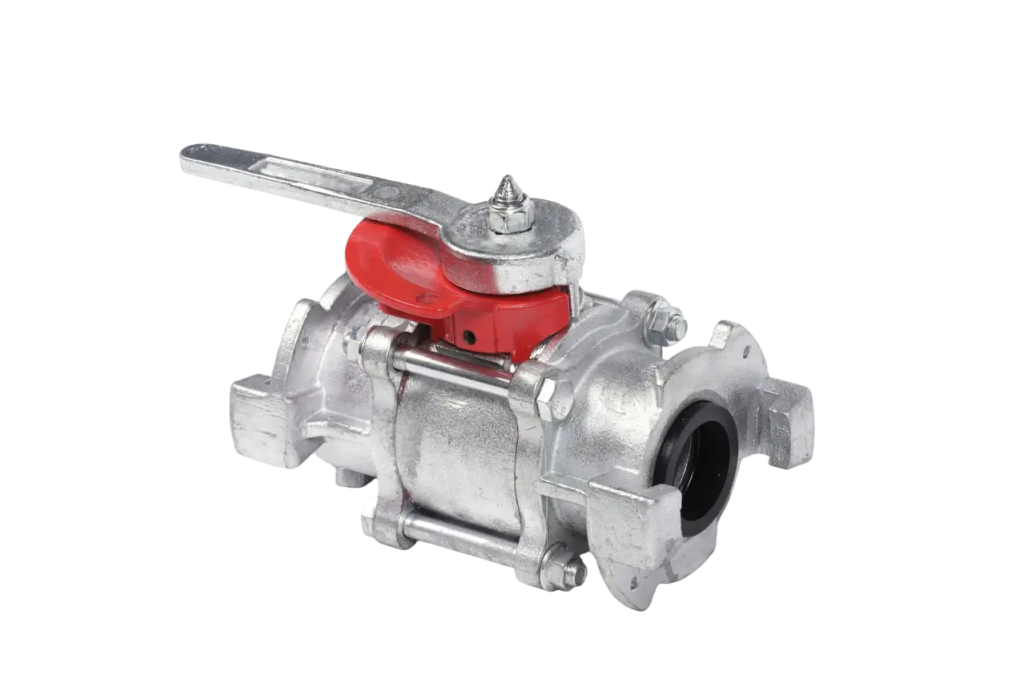
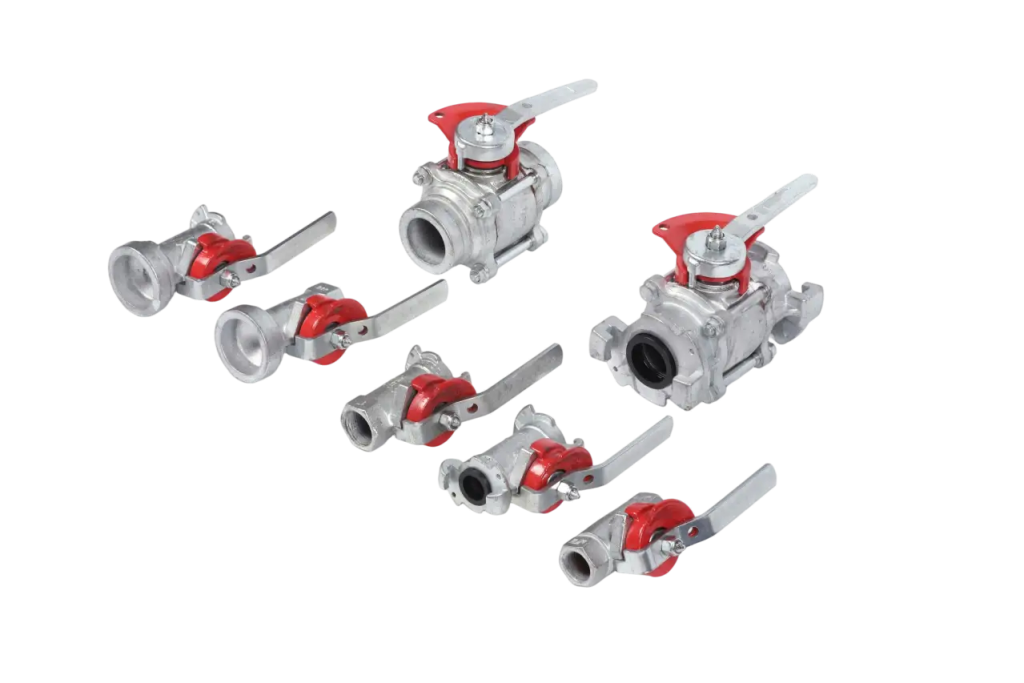
- Ergonomic Lever-Locking Mechanisms for Safe, Efficient OperationOur mining and industrial pipeline valves feature seamlessly integrated red ergonomic lever-locking mechanisms, designed for swift, intuitive locking and unlocking without compromising safety. The lever system maintains a positive, leak-proof seal even under high pressure, enabling quick disconnection and reconnection for maintenance or system modifications—streamlining workflow and minimizing unplanned downtime. The striking red finish also enhances visibility in busy industrial and mining environments, adding an extra layer of operational safety.
- Precision Machining & Leak-Proof Sealing for System IntegrityEvery corrosion-resistant pipeline valve from our manufacturing facility undergoes CNC precision machining of critical sealing surfaces (seats, balls, discs), ensuring a perfect, leak-tight seal that prevents fugitive emissions and internal fluid leakage—critical for handling hazardous chemicals, high-purity fluids, and pressurized systems. We also implement specialized surface treatments like passivation for stainless steel valves, which removes free iron and enhances the natural chromium oxide layer for even greater corrosion resistance.
- Versatile Design with Multiple Connection Ends for Universal IntegrationOur corrosion-resistant pipeline valves feature a versatile design with multiple connection end options, making them compatible with virtually all mining, agricultural, construction, and industrial piping systems. Whether your setup requires threaded, flanged, or welded connections, our valves integrate seamlessly without costly adaptors or modifications—ensuring a perfect fit for your existing infrastructure and simplifying installation. The compact, robust design also makes our valves suitable for tight spaces and mobile mining/construction equipment.
- Rigorous In-House Quality Testing & Global Standard ComplianceAs responsible corrosion-resistant pipeline valve manufacturers, we implement a comprehensive quality assurance protocol at every stage of production. All valves undergo shell and seat pressure testing to API 598 and ISO 5208 standards, Positive Material Identification (PMI) via XRF analyzer to confirm alloy composition, and holiday (pinhole) detection for lined/coated valves. We are certified to ISO 9001 quality standards, and all our valves are designed to meet API, ASME, and DIN industry norms—ensuring consistent performance, safety, and regulatory compliance for your operations.
- Custom Engineering & Application-Specific Design SolutionsOur team of material and engineering experts offers full custom valve design to meet your unique application needs. We can tailor valve materials, sizes, actuation systems, and sealing options for specific fluid types (acids, caustics, seawater, mining slurries), temperatures, and pressure ratings—whether you need a compact aluminum alloy valve for mining piping or a duplex steel valve for offshore oil & gas operations. We also provide CAD models and engineering support for non-standard applications, ensuring a valve solution that is perfectly matched to your system’s requirements.
Key Applications for Our Manufacturer-Grade Corrosion-resistant Pipeline Valves
Our corrosion-resistant pipeline valves are engineered to be the backbone of flow control in industries where corrosive fluids, harsh atmospheres, and high pressure are constant challenges—leveraging our material expertise and precision manufacturing to deliver reliable performance across diverse sectors:
- Mining Operations: Piping systems for slurry transport, water supply, and chemical dosing in underground and open-pit mines—aluminum alloy valves withstand dust, moisture, and mild chemical exposure while offering easy operation.
- Chemical & Petrochemical Processing: Handling acids, caustics, solvents, and hydrocarbons in refineries and chemical plants—316 stainless steel, duplex steel, and PTFE-lined valves provide unbeatable chemical resistance.
- Marine & Offshore: Ballast systems, cooling lines, fuel handling, and seawater injection on ships and offshore platforms—duplex steel and bronze valves resist saltwater corrosion and high pressure.
- Water & Wastewater Treatment: Desalination plants, chemical dosing systems, and effluent handling—stainless steel and non-metallic valves prevent contamination and withstand harsh treatment chemicals.
- Construction & Agriculture: Piping systems for water supply, irrigation, and construction equipment—versatile aluminum alloy valves offer corrosion resistance and easy integration with mobile and fixed infrastructure.
- Pharmaceutical & Food Processing: High-purity fluid and clean steam handling—304/316 stainless steel valves ensure hygienic, corrosion-free operation and compliance with food and pharmaceutical safety standards.
What to Look for in Reliable Corrosion-resistant Pipeline Valve Manufacturers
Selecting the right corrosion-resistant pipeline valve manufacturer is a strategic decision that impacts the safety, reliability, and lifecycle cost of your piping systems—avoid generic suppliers and prioritize manufacturers that meet these critical benchmarks (all of which Ningbo Dongpei fulfills):
- Deep Material & Application Expertise: The manufacturer has a team of material scientists and engineers who can recommend the most cost-effective, performance-matched material for your specific fluid, temperature, and pressure conditions.
- In-House Manufacturing & Quality Control: The manufacturer controls all production steps (forging, machining, testing) in-house, rather than outsourcing, to ensure quality consistency and traceability.
- Global Standard Compliance & Certifications: The manufacturer’s valves meet international standards (API 598, ISO 5208, ASME) and hold quality certifications like ISO 9001, API Q1, and PED.
- Custom Engineering Capabilities: The manufacturer offers custom valve design, including material tailoring, connection end modifications, and actuation system integration for non-standard applications.
- Comprehensive Testing & Documentation: The manufacturer performs rigorous pressure, material, and coating testing on all valves and provides complete documentation (test reports, material certs, operation manuals) for regulatory compliance and maintenance.
- Responsive After-Sales Support: The manufacturer offers a solid warranty, spare parts availability, and technical support for installation, maintenance, and troubleshooting—minimizing downtime for your operations.
FAQ: Your Questions About Our Corrosion-resistant Pipeline Valve Manufacturers Answered
Q1: What materials do you use for your corrosion-resistant pipeline valves, and how do I choose the right one for my application?
A: As specialized corrosion-resistant pipeline valve manufacturers, we offer a full range of premium materials tailored to specific applications: high-grade aluminum alloy (mining/construction), 304/316 stainless steel (general chemical/marine/food), duplex/super duplex steel (offshore oil & gas/seawater), PTFE-lined carbon steel (aggressive acids/caustics), and bronze/brass (marine/plumbing). Our engineering team will analyze your fluid type, concentration, temperature, pressure, and environmental conditions to recommend the most cost-effective, performance-matched material—ensuring optimal corrosion resistance and valve lifespan.
Q2: Do your corrosion-resistant pipeline valves meet international industry standards and certifications?
A: Absolutely. All our corrosion-resistant pipeline valves are engineered and tested to meet global industry standards including API 598 (valve testing), ISO 5208 (industrial valve testing), and ASME (boiler and pressure vessel codes). Our manufacturing facility is ISO 9001 certified for quality management, and we can provide additional certifications (e.g., PED for European markets) for specific applications. We also supply complete test reports and material certification with every valve shipment for regulatory compliance.
Q3: Can you manufacture custom corrosion-resistant pipeline valves for my specific piping system and requirements?
A: Yes! Custom engineering is a core strength of our corrosion-resistant pipeline valve manufacturing capabilities. Our team can design and manufacture custom valve sizes, connection ends (threaded/flanged/welded), actuation systems, and sealing options to match your unique piping system specs and application needs. We also offer custom material tailoring for specialized fluid handling (e.g., high-concentration acids, mining slurries) and can provide CAD models for your engineering team—ensuring a perfect fit and optimal performance.
Q4: What testing do you perform on your corrosion-resistant pipeline valves during manufacturing?
A: We implement rigorous in-house quality testing for every corrosion-resistant pipeline valve we manufacture, including: shell and seat pressure testing to API 598/ISO 5208 standards (verifying structural integrity and leak-proof sealing); Positive Material Identification (PMI) via XRF analyzer (confirming alloy composition and material purity); passivation for stainless steel valves (enhancing corrosion resistance); and holiday (pinhole) detection for PTFE-lined/coated valves (ensuring no coating defects). Every valve passes these tests before shipment, and we provide detailed test reports upon request.
Q5: Do your corrosion-resistant pipeline valves come with a warranty, and what after-sales support do you offer?
A: All our corrosion-resistant pipeline valves come with a comprehensive manufacturer’s warranty covering material and workmanship defects for a minimum of 12 months (extendable for custom industrial applications). As dedicated corrosion-resistant pipeline valve manufacturers, we also offer full after-sales support: readily available spare parts (seals, levers, trim), technical guidance for installation and maintenance, and troubleshooting support from our engineering team. We prioritize fast response times to minimize your operational downtime and ensure your valves perform reliably for years.
Final Thoughts: Partner with the Leading Corrosion-resistant Pipeline Valve Manufacturers – Ningbo Dongpei

In industries where corrosive fluids and harsh environments threaten piping system integrity, a high-quality corrosion-resistant pipeline valve is not just a component—it’s a critical safeguard against leaks, downtime, and environmental hazards. Ningbo Dongpei Machinery Co., Ltd. is more than just corrosion-resistant pipeline valve manufacturers: we are your dedicated flow control partners, with the material expertise, precision manufacturing capabilities, and industry experience to engineer valves that outperform standard solutions in the harshest mining, chemical, marine, and industrial environments.
Our valves deliver unbeatable corrosion resistance from premium materials like aluminum alloy and stainless steel, paired with ergonomic lever-locking mechanisms, leak-proof sealing, and versatile design for seamless integration with your piping systems. We adhere to global quality standards, perform rigorous in-house testing, and offer custom engineering to meet your unique application needs—all backed by reliable after-sales support and a solid warranty.
Choose Ningbo Dongpei as your trusted corrosion-resistant pipeline valve manufacturers, and invest in flow control solutions that are engineered for longevity, precision, and safety. Contact our manufacturing team today to discuss your piping system requirements, request a custom quotation, or learn more about our premium corrosion-resistant pipeline valves.